|
|
Posted By RCI,
Tuesday, September 8, 2020
Updated: Thursday, January 21, 2021
|
COVID-19 is a reminder of how quickly pathogens can spread and the importance of good manufacturing practices to protect your customers and your employees. RCI member, Jim Bourne with Hilliard’s Chocolate Systems shares pro tips for maintaining and cleaning your chocolate equipment. Today’s food safety regulations regarding sanitation, allergens and labeling are being aggressively enforced at the local, state and federal levels. Keep good records of what cleaning is performed and when it’s done. Inspectors like to see this information recorded. Equipment Maintenance By having the chocolate equipment in good operating condition, it will help avoid possible contamination from the equipment and avoid down time. Talk with the machine manufacturer to discuss maintenance, such as lubrication with a food-grade lubricant, replacement of worn parts and wear items such as belt drives. Create a chart to detail periodic inspections and repairs to the machinery. When a machine is not operating properly or making a new noise, investigate and repair the problem to avoid down time. Developing problems rarely get better on their own. Since cleaning is a big part of maintenance, do periodic break downs of equipment to inspect, clean and locate any issues. Equipment Cleaning Scheduling a few minutes each day for daily and periodic cleaning will help equipment run more efficiently and reduce the risk of contaminated product. As a fat-based food, chocolate can be easily compromised by heat, strong odors, allergens and moisture. Fortunately, chocolate has a very low moisture content and low water activity, so it is less likely to support pathogens on its own. The low moisture also means chocolate equipment does not need a complete breakdown and cleaning daily as other equipment does, such as ice cream equipment. Cleaning methods for eliminating allergens and pathogens in chocolate equipment can be divided into two categories; dry cleaning and wet cleaning. Dry cleaning does not use water, so cleaning is done by scraping chocolate out, vacuuming out solid chocolate bits and wiping down equipment with alcohol wipes. This method is best for machine parts that can be disassembled. Larger machines are often cleaned intact by flushing the system with melted cocoa butter to access pipes, pumps and hard-to-reach areas. Wet cleaning involves the use of warm to hot water and liquid sanitizers. The water and sanitizer will introduce moisture, so each component being wet cleaned must be completely dry before reassembly. Be sure to use sanitizers that do not have a strong fragrance, otherwise the fragrance can be picked up by the chocolate. Wet cleaning pipes, pumps and other restricted areas can also be problematic if moisture is introduced in the cleaning process, but not removed. Introducing moisture presents a higher risk of pathogen and mold growth, so it is important that all surfaces that are wet cleaned are completely dry. Daily Cleaning At the end of the day, raise the chocolate temperature to break the temper. Run the untempered chocolate through the pumping system and the wire belt, because untempered chocolate is less likely to crystalize overnight. The cooling belts can be cleaned and dried while they are running. Avoid using excessive water and use only damp cleaning cloths, drying afterwards. If the equipment has screens to filter out debris, clean them at least daily. Drain chocolate from the curtain hopper and wire mesh belt into the tank to prevent the chocolate from setting up and causing problems on start up. Clean any non-chocolate materials such as nuts, sea salt and toppings from the machine. Also, clean floors and walls around and under the equipment daily. Periodic Full Cleaning Periodic full cleanings are a necessity. You should assess your own situation and risk to determine how frequently to perform a full cleaning. Are you more likely, in your operation, to introduce moisture, allergens or contaminants to the equipment and the chocolate? The more likely you are to be compromised, the more often you should do a complete breakdown, cleaning and drying. Be aware that moisture or other contaminants can also be introduced by other means. Excessive moisture from centers or toppings can cause issues. HVAC in the plant can poorly filter dust or dehumidify the air. Clean and check the cooling tunnels and air blowers to eliminate condensation and dust problems. There are operations that do a full break down quarterly, monthly and even weekly, depending on their own situation. Operations that perform very few full cleanings put themselves at the greatest risk. Following good manufacturing processes will help you protect your customers, your employees and your business. Crave more? If you like what you read here, look for the "Subscribe now" box on the right to enter your email address and start receiving weekly tips, like this, delivered straight to your email inbox. RCI's Tip of the Week blog is just one of the many resources we offer to help candy makers refine their craft and build upon their business and marketing practices.
Tags:
Allergens
Cleaning
Equipment
Food Safety
GMP's
Running a Business
Permalink
| Comments (0)
|
|
|
Posted By RCI,
Tuesday, September 4, 2018
Updated: Monday, April 27, 2020
|
We have a quick Good Manufacturing Practices tip for you this week. When you receive pallets of chocolate or the ten-pound bars of chocolate from your chocolate supplier, you need to break them into smaller pieces to melt down and create your confections. How do you go about doing that?
Many candy makers will break the chocolate into smaller pieces by smashing it with a hammer. However, if you are using a hammer with a wooden handle, you risk the wood chipping off in the process and small shreds of wood landing in your chocolate. Additionally, if you are using a hammer with a rubber handle, it likely has small crevices that can easily hold chocolate and create bacteria.
Lessen your risk with this week’s tip! Pitch the old hammer and replace it with a stainless steel or titanium crowbar to break your chocolate into pieces for melting. Of course, it is still a good idea to clean the crowbar on a regular basis. With no other elements such as wood and rubber on the bar, it is much easier to clean and sterilize so it is ready for safe use with food.
For $15 or less, you can create a more food safe candy kitchen. Now that’s cost effective! Do you have a quick and easy tip to improve food safety in your business? If so, please share in the comments below.
RCI's Tip of the Week blog is just one of the many resources we offer to help candy makers refine their craft and build upon their business and marketing practices. Review past blog posts for quick and actionable tips to apply to your business. Look for the "Subscribe now" box on the right to enter your email address and start receiving weekly tips, like this, delivered straight to your email inbox.
Not a member? Click here to learn how RCI can help you build your sweet business.
Tags:
Candy Hacks
Cheap Fix
Chocolate
GMP's
Tools
Permalink
| Comments (0)
|
|
|
Posted By RCI,
Tuesday, August 21, 2018
Updated: Monday, April 27, 2020
|
When a delighted customer purchases a box of assorted chocolates from your shop, ideally, the box of chocolates would be consumed right away or at least within a week. In the event they are stored away in a cupboard for a special occasion or (dare, I say) forgotten, do you know what your products would look or taste like in two to three, or even four months? This week’s tip offers reasons for obtaining retention samples and advice on how to do so.
It is important to know and understand the shelf life of your products and collecting retention samples is the best way to test product limitations, so you can adjust recipe formulations if issues arise or advise customers on the best timeframe to enjoy your products.
When testing the shelf life of your product, variables, like packaging, must remain the same. For example, when testing your products, make sure they are stored in the same packaging they would be sold in. If they are shrink wrapped before selling (which is highly recommended), shrink wrap the product before storing them for testing. Anticipate how your customers would store your products, if not consumed right away. Would they store them in the refrigerator or in the pantry? Consider a reasonable length of time a consumer may store your products before consuming them. If you are unsure, ask a small group of loyal customers or friends and family.
Over time, enlist experienced tasters (this could be staff members or, again, frequent customers) to review your products for consistency and quality. If you run into issues with product quality, RCI members can login to pose questions to fellow members on RCI’s online forum, List Serve.
Regularly retaining samples of each batch could prove useful if you ever experience a product recall or customer complaints. At a past Chocolate Boot Camp course, RCI member, Candy House Gourmet, shared that they regularly take three samples of every product, label them each with a lot code and freeze the samples in a Ziploc freezer bag for four months. If a customer calls and complains, they can reference the quality of the product when it left their facility.
This week’s tip may require some extra steps and additional storage, however, the benefits of taking a proactive approach to quality assurance often outweigh the risks of not practicing such precautions. Comment below if you take retention samples of your products and what you’ve gained from this practice.
RCI's Tip of the Week blog is just one of the many resources we offer to help candy makers refine their craft and build upon their business and marketing practices. Review past blog posts for quick and actionable tips to apply to your business. Look for the "Subscribe now"box on the right to enter your email address and start receiving weekly tips, like this, delivered straight to your email inbox.
Not a member? Click here to learn how RCI can help you build your sweet business.
Tags:
GMP's
List Serve
Product Development
Quality Control
Shelf Life
Permalink
| Comments (0)
|
|
|
Posted By RCI,
Tuesday, July 24, 2018
Updated: Monday, April 27, 2020
|
Did you know limiting the use of water is one of the primary means of controlling pathogens in low moisture food establishments (foodprotection.org)? If when cleaning, your workstation is always filled with enough soaps and suds to check your reflection, it may be time to consider practicing dry sanitation methods.
via Gfycat
Keep reading to better understand the difference between wet and dry cleaning methods and why dry cleaning is best, when possible.
Wet Cleaning & Sanitation
You are probably already using wet cleaning and sanitation methods which utilizes water and/or detergents to remove residue. When wet cleaning, it is extremely important that even the nooks and crannies of machinery is dry, because it is in these hard-to-reach places where bacteria can be difficult to remove and when water is present bacteria can grow.
Dry Cleaning & Sanitation
The benefit to employing dry cleaning and sanitation methods, is that it allows you to remove food residue with little or no water application, significantly reducing the opportunity for bacterial growth. Dry cleaning can be as simple as surface cleaning with a vacuum or alcohol-based wipes. More detailed cleaning may be performed with a steam cleaner or dry ice cleaner.
Assess Level of Risk
When determining which method of cleaning is best, it is important to assess the risk level of the area in need of cleaning. Different areas of your facility may have a different level of risk, just as different ingredients would. It is important to understand what you are trying to remove when cleaning or sanitizing different work stations. According to Quality Assurance Magazine, it is essential to ensure all products used to clean and sanitize food-contact surfaces are approved by the Environment Protection Agency (EPA) in addition to being verified and validated.
Before dragging out the bucket of soapy water to clean and sanitize equipment and work stations, consider if you can incorporate dry cleaning and sanitation methods into your regular cleaning routine.
Tags:
Cleaning
GMP's
Owning a Business
Sanitation
Permalink
| Comments (0)
|
|
|
Posted By RCI,
Tuesday, July 3, 2018
Updated: Monday, April 27, 2020
|
Most candy makers would probably agree it’s easier to keep a super-clean facility when the bows and boxes aren’t flying during the holiday season. However, we all know food safety is just as important during your off season as it is during the peak of the holidays.
One way to stay on top of this anytime of the year is to regularly swab test the cleanliness of your facility. We don’t mean a visual test where you look to see if the area appears clean, but an actual scientific test for allergens, sanitation and etc.
Sample test kits are available to perform on-site tests of a variety of areas in your production zone. Neogen Corporation is an example of a member-recommended company that supplies sample test kits. Using their food allergen tests you can do on-site tests to detect a target allergen (see list of allergens here) in ingredients, liquids, clean-in-place rinses, finished foods and on environmental surfaces. They also have sanitation tests to detect the amount of food residue and other organic matter, such as bacteria, yeast and mold, that may remain after cleaning.
Neogen is just one example of the many organizations that offer this type of product, however, through more online research you may find another source that better suits your needs. Another option would be to send swabs to a lab to be more thoroughly tested. Along with many others that provide this service Merieux NutriSciences, formerly Silliker Labs who presented at a past RCI conference, provides food testing and sanitation information for confectioners and food facilities.
Ensuring the treats created at your facility are not only delicious, but also safe for consumption is an essential part of good manufacturing processes. RCI Members: Access additional materials on Good Manufacturing Practices (GMPs) by logging in to the member side of the RCI website.
Do you have other tips for maintaining a clean food facility in the midst of your busiest production schedules? Please share with our blog community in the comments below!
Tags:
Allergens
Cleaning
Food
GMP's
Sanitation
Testing
Permalink
| Comments (0)
|
|
|
Posted By RCI,
Tuesday, April 24, 2018
Updated: Monday, April 27, 2020
|
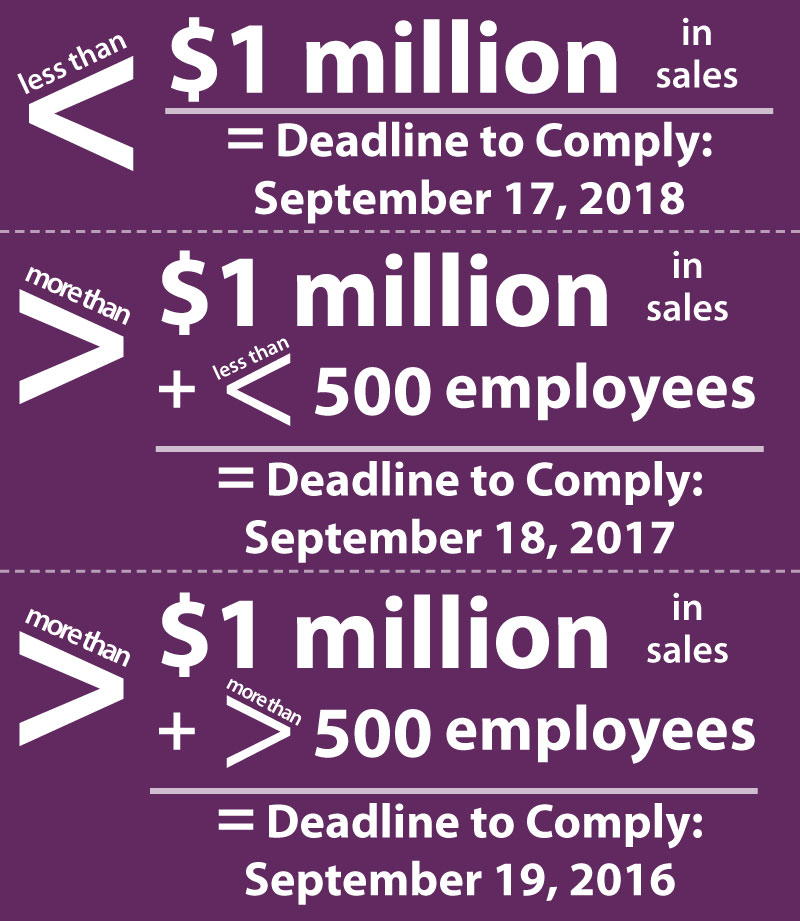
It has been seven years since the Food Safety Modernization Act (FSMA) was signed into law, which also means if you manufacture food and operate with less than $1 million in sales, September 17, 2018 is the deadline to comply with the FDA's regulations. This week's tip offers a refresher on FSMA and its requirements in an excerpt from an article written by Michael Koch of Morley Candy Makers/Sanders Candy for RCI's Kettle Talk magazine.
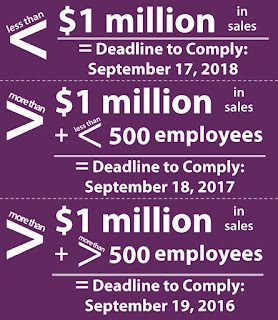 |
| Click herefor further clarification on compliance dates. |
WHAT IS FSMA?
FSMA was designed to shift the focus on food safety from responding to contamination issues to a more proactive approach of preventing contamination before it happens. Through the passing of this law the FDA has gained more leverage in its ability monitor and control the safety of our food supply chain.
In September of 2015 the FDA published its "Preventive Controls for Human Food" guidelines. As part of FSMA, it outlines the mandatory requirements being placed on all food manufacturers to have and implement a written food safety plan.
Before putting a plan together, first, identify the individual or individuals in your organization that are going to administer your program. FSMA requires that your plan be written and managed by a qualified individual. Currently the only way to verify that an individual is qualified is to have your food safety administrator attend a certification course.
IDENTIFY HAZARDS
Hazard Analysis and Risk-Based Preventive Controls (HARPC) is a documented food safety program that you need to develop and implement for your facility. The first step toward developing a HARPC is to conduct a hazard analysis for every food product you handle in your facility—this is not limited to the items that you manufacture. The second step is to put in place preventive controls for each food product to ensure it will not become contaminated and unfit for human consumption.
VERIFY PLAN’S EFFECTIVENESS
Verifying the effectiveness of your plan ensures preventive controls are consistently implemented and sufficient. Verification includes evaluating the accuracy of process monitoring, calibrating instruments, such as thermometers, and reviewing records to verify monitoring and corrective actions are completed. Product testing and environmental monitoring by a certified third party are also reliable verification methods.
CREATE RECALL PROCEDURES
Your plan must contain details on your recall procedures. If a contaminated product is shipped, you must be able to identify where the product has gone and have the ability to perform a recall. A recall plan should include the procedures for identifying the contaminated product. Having important contact information in the plan will help move the process forward. Contacts should include the local health department, local FDA office, news media and anyone else that you may deem important to the process.
FSMA covers a much greater spectrum of the food chain and more details than covered in this brief post. The realm of information and procedures that you are responsible for also cover such things as your supply chain management, good manufacturing practices, corrective actions and etc. The FSMA is no small task and it is designed to protect the consumer from obtaining contaminated products.
In order to operate a successful candy making business, it is essential that you are knowledgeable on federal regulations and take the proper action to ensure you are in compliance with FSMA guidelines. Click here for more resources and updates.
Tags:
Chocolate Production
FDA
Food Safety
FSMA
GMP's
Manufacturing
Owning a Business
Permalink
| Comments (0)
|
|
|
Posted By RCI,
Tuesday, March 21, 2017
Updated: Wednesday, April 29, 2020
|
As of yesterday, March 20, spring has officially arrived! This means warmer weather, longer daylight hours, blooming flowers and spring cleaning! Chances are you are least excited about the latter, so we’ve got some helpful cleaning tips for candy manufacturers taken from an article published in the January 2004 issue of The Manufacturing Confectioner and written by Susan Hough of Masterson Company.
Use Soap and Water
The most effective way to clean equipment is with soap and water. It is a real search and destroy mission that should not be taken lightly. Just scraping or using water alone will not be effective.
Oil Flushes for Oil-Based Products
If you are working with an all-oil-based product (and no sugars to help dissolve the product away), you may have to start with several oil flushes first before introducing water or chemicals. Without the oil flushes, the chemicals can extract out the oil, leaving behind solid masses cemented to the pipes or agitators of your vessel. If you absolutely cannot get water near your systems and have a completely dry process, you may want to try dry CO2 pellet cleaning.
Checklists Are a Must
Checklists for the system, identifying all the equipment requiring dismantling, cleaning and inspection, are a must. There are several ways of verifying the effectiveness of the cleanup. A good verification doesn’t trust just one verification method, but is successful through the collective use of several.
Use Your Senses
Especially when it comes to cleaning equipment exposed to allergens, it is important to visually inspect and use your sense of smell. As mentioned earlier, you need to open up and visually inspect every area possible. The sense of smell can be useful in the case of allergens such as peanuts. Even in very minute amounts, the smell of the peanut can be a telltale sign of a hidden cleaning issue. A further verification uses some of the more quantative tests available today. You could utilize ATP testers (especially if a particular allergenic protein has no test kit yet available). It should be noted that this method will not tell you how much PPM residue you have, and is not as effective on proteins that have been heat treated.
Protein Test Kits
Test kits for peanuts approved by the AOAC Research Institute as performance tested include Biokits Peanut Assay; Ridascreen Fast Peanut; and Veratox for Peanut. These kits can be used to test the actual product, do swabs of your equipment or test the rinse water off a system after cleaning. It should be noted that although many of them are relatively easy, they can take 45 to 60 minutes to complete.
After cleaning is completed, the system should be additionally inspected and signed off by a management person to verify the cleanup. The more eyes (and noses) involved, the less chance something will be missed.
Cleaning large equipment can be a daunting task. With proper cleaning methods and verification, you can rest assured you're following Good Manufacturing Processes (GMPs) and your equipment is ready for the spring season! Happy Cleaning!
Stay connected with RCI through Facebook for more tips and inspiration dedicated to the retail candy maker. Not a member? Click here to learn how RCI can help you build your sweet business.
Tags:
Allergens
Cleaning
GMP's
Owning a Business
Spring
Permalink
| Comments (0)
|
|
|
Posted By RCI,
Tuesday, December 16, 2014
Updated: Wednesday, April 29, 2020
|
This week’s quick tip? Check your temper!
While we don’t want you to have a temper tantrum during the peak of the holiday season, we’re actually referring to checking the temper of your chocolate. As production aims to keep up with the demands of the holidays, it may be easy for production staff to get sidetracked and assume your chocolate is well-tempered and ready to move into the assembly line. However, not keeping a close eye on your chocolate’s temper is a costly mistake.
Many of our candy making members have a system in place to verify their chocolate’s temper every hour. While verification processes may vary, just be sure that you have a process in place, even if it is a simple pen and paper system.
How often do you check your temper? Leave us a comment below!
Tags:
Candy Making
Chocolate
GMP's
Quality Control
Permalink
| Comments (0)
|
|
|
Posted By RCI,
Tuesday, September 23, 2014
Updated: Thursday, April 30, 2020
|
 |
| Tasting Tray from RCI's Chocolate Boot Camp |
As you know, quality control requires that you taste test your products, including the chocolate ingredients you use. Therefore, today’s tip is a quick one that will help you get the most accurate flavor when doing a chocolate tasting.
The tip? Use room temperature water to cleanse your palate between tastings rather than cold water. Because cold hardens the fats in your mouth it affects tasting. However, room temperature water is one way to help ensure that you taste the full and accurate flavor of the chocolate.
P.S. Today’s tip was from RCI’s Chocolate Boot Camp education course. Registration for our 2015 session recently opened online. Visit retailconfectioners.org/bootcamp for more information.
Tags:
Candy Making
Chocolate
GMP's
Quality Control
Permalink
| Comments (0)
|
|
|
Posted By RCI,
Tuesday, July 15, 2014
Updated: Thursday, April 30, 2020
|
Truffles are a consistent customer favorite but their delicious centers also have a high water activity which means the shelf life is limited. This week’s blog tip is to consider ideas to decrease water activity and therefore extend the shelf life of your truffles.
One idea is to use invertase, an enzyme derived from yeast, as an ingredient to bring down water activity in your truffle centers. Additionally, syrups such as honey will work similarly. Or you may also use potassium sorbate. Talk to your ingredients suppliers to determine the right amount to use for your specific truffle recipes.
Do note that if you claim that your products are all natural, you should pay close attention to how you choose to extend shelf life of your products. See this story on a bagel company who received a warning from the FDA for labeling their bagel as all natural because their blueberries contained potassium sorbate.
P.S. You’re invited to join RCI at our Fall Regional Conference next month! We’ll be connecting in Las Vegas August 25-27 and you can register online now at retailconfectioners.org/fall. Register by July 25 to save $100 on full registration!
Tags:
Candy Making
GMP's
Natural
Quality Control
Truffles
Permalink
| Comments (0)
|
|